
なんさ くざい?
なんか くさい?
材料強度が高いほど加工がしにくい難削材。つまり、機械加工が難しい材料となります。
CFRPもこの難削材です。そして臭うのは熱硬化性樹脂が硬化するときなので成形品が臭うことはありません。臭くないですよ。
プリプレグから成形されたCFRPの場合、横方向には繊維が連続しているために強度があるのですが、縦方向は樹脂の接着力のみで保持しています。そのため、強い力が縦方向から入ると層間剥離しやすいという難点があります。また一方向材は縦糸のみで横方向の支えがないため強度としては織物より劣ります。
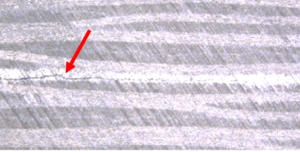
熱硬化性CFTPと熱可塑性CFTPの切削性
一般的に熱硬化性CFRPは繊維のVfが高いためより硬く、切削工具の摩耗が早いのに対し、熱可塑性CFRPは切削熱で工具・刃先に樹脂が溶着します。
ダイヤモンドブレードでCFRP板を切断するとき、熱硬化性の切断面はブレードマークが残るのに対し、熱可塑性樹脂では板の上下に溶けた樹脂がケバとして付着します
CFRPの機械的な加工の種類
せん断加工
パンチやはさみのようにずれあう力で材料を破断まで変形させる加工です。
材料が厚くなると切断は難しくなります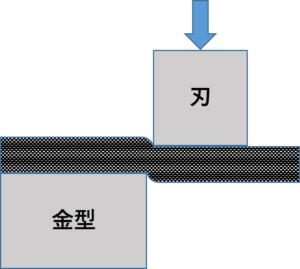 。切削面は比較的綺麗ですが 剥離やケバ、層間剥離が発生しやすくなります
。切削面は比較的綺麗ですが 剥離やケバ、層間剥離が発生しやすくなります
熱硬化性CFRPにはダイヤモンドの刃が適しています
ドリル加工
穴加工に用います。先端がとがっています。
工具の摩耗が早く、超硬・ダイヤは高価。粉塵対策も必須。
穴の出口に剥離やケバ が発生。ぐりぐりと孔から外に向かって力がかかるため層間剥離が発生しやすくなります
(写真は入り口側から撮影)
エンドミル加工
歯医者さんで虫歯を削っていくような加工。
先端が平らなドリルを似た外観の工具を回転させ、側面についた刃で切削していきます。加工の自由度は高いのですが工具の摩耗が早いことが難点です。粉塵対策も必須です。ドリル加工と同様に層間剥離に注意が必要です。
熱可塑性CFRPには上下に 剥離やケバ が発生します
AWJ加工
加工速度は速いが装置と研磨剤(ガーネット)が高価
加工の開始点と終了点に 剥離やケバ が発生します
穴形状がテーパーになります
レーザー加工
加工速度が速い。 YAG、Qスイッチ、パルスなど種類が豊富です
剥離やケバは発生しませんが、レーザーの熱により樹脂が溶け熱影響層HAZが発生します
(写真の変色している箇所)
ブラスト加工
穴形状がテーパーとなりますが剥離やケバの発生はありません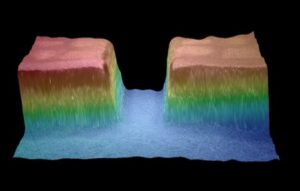
切断のみならず異型孔加工も可能です
マスクとメディアは摩耗します